

2018年11月1日
品質管理の基礎研修(3)『品質改善の進め方』~ACS便りNo.33

〈酒匂川河口の夕陽〉
大変お世話になっております。株式会社ACSの淡路です。
『ACS便りNo.33(2018/11/1)』を送付します。
□ □ □ □
今回は、製造業の中小企業を対象にした『品質管理基礎研修』の3回目として、『品質改善の進め方』と
いうテーマで、『QC7つ道具とQC的問題解決の進め方(QCストーリー)』の留意点について解説します。
※QC7つ道具の書き方・使い方については、「QC七つ道具がよ~くわかる本
(今里健一郎著、秀和システム)」が詳しいのでご覧ください。
なお、本解説で参考にした書籍は以下のとおりです。
「よくわかるこれからの品質管理」(山田正美著 同文舘出版)
「品質管理いちばん最初に読む本」
(神谷俊彦編著 滝沢悟+茂木君之+谷藤友彦著 アニモ出版)
「品質管理の仕事がわかる本」(坂田慎一著 同文舘出版)
「品質管理と品質改善のしくみ」(西村仁著 日本実業出版社)
◇◇◇◇◇◇◇◇◇◇『品質改善の進め方』◇◇◇◇◇◇◇◇◇◇
1.データの収集と分析
①問題を事実(データ)で捉えることの重要性
☒不良品の品質を改善するには、「問題点を正確に把握し、その要因を掘り下
げて改善策を見つけ出し、それを実施して改善効果を確認する」というプロ
セスを踏む。その際に重要なのは、物事を主観的・感覚的ではなく、客観的
に事実(データ)で捉えることである。問題点や要因を感覚的に掴まえると
的外れの改善になってしまい、狙った改善効果が出ない
②データの定義と種類
☒定義
データとは、問題を客観的に評価し、関係者間で共通の認識に立つために
示す、事実を表すもの
☒種類
データには、数値データ(定量データ)と言語データ(定性データ)の
2種類があり、製造現場で使うのは主に数値データ
③データの収集と分析
☒収集
データは闇雲にたくさん採ればいいものではなく、以下の手順で収集
1.目的(何が知りたいのか)を明確にして収集
〈例〉不良発生の有無
2.尺度(どのような物差しで採るのか)を明確にして収集
〈例〉不良の個数
3.測定方法(どのような方法で採るのか)を明確にして収集
〈例〉製品の外観をチェックシートでチェック
4.測定範囲(どこまで採るのか)を明確にして収集
〈例〉データを採る期間、データを採る対象製品
5.測定者(誰がとるのか)を明確にして収集
〈例〉データを採る担当者
☒分析
品質改善では、何が重要な問題なのか(問題の特定)、問題の真の原因
(真因)は何なのか(真因の特定)、ふたつの関係に相関はあるのか(相関
関係の有無)、問題が解決できたのか(改善効果の確認)等をデータで
裏づけ
2.QC7つ道具
①QC7つ道具の定義と種類
☒定義
QC7つ道具は、品質や生産性、製造コスト等の問題を解決するために使われる
データ分析のツール(道具)
☒種類
QC7つ道具は、パレート図、特性要因図、グラフ、ヒストグラム、チェック
シート、散布図、管理図の7種類。層別(※)をカウントして8種類とする場
合もあり
※層別とはデータの共通点や特徴に着目してグループ分けすること
〈例〉原材料:購入先別、製造ロット別、受入日別、保管期間別
設 備:機械別、ライン別、工場別
方 法:作業方法別、作業条件別
作業者:経験年数別、年齢別、個人別、班別
※QC7つ道具が数値データ(定量データ)の分析に適しており、製造現場
やサービス現場で使われるのに対して、新QC7つ道具は言語データ(定
性データ)の分析に適しており、製品開発や企画開発で使われる。
新QC7つ道具では、系統図法とマトリックス図法がよく使われているの
で後程紹介
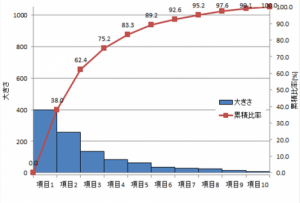
②パレート図
☒内容
問題となっている不良や欠点、クレーム等を現象別に層別してデータを採り、
その特性値を多い順に並べる手法
☒特徴
何が一番問題なのかがわかる
☒活用する場面
■問題点の絞り込み
たくさんある問題から重点的に取り組む大きな問題を絞り込む
■層別による問題の特定
層別してパレート図を複数書くことで問題点が的確に掴める
■問題の原因の検証
原因のデータによる裏づけ
■改善効果の確認
改善前と改善後のパレート図を横に並べて改善効果を確認
☒活用する際の留意点
■累積比率が約80%までの項目をデータ数量の多いほうから改善
■横軸の一番右の「その他」が半数以上を占める場合は、他の項目で層別を
やり直す
③グラフ
☒内容
互いに関連する2つ以上のデータの相対的な関係を図で表す手法
☒特徴
データの大きさや変化がわかる
☒活用する場面
■現状の全体像を視覚的に把握
現状の問題点を把握
■問題の原因の検証
原因のデータによる裏づけ
■改善効果の確認
改善前と改善後のグラフを比較して改善効果を確認
☒活用する際の留意点
■それぞれのグラフの特徴を生かして使用
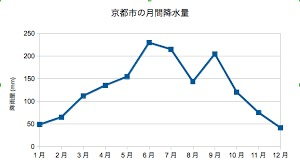
・データの時間的変化(棒グラフ、折れ線グラフ)
棒グラフ 折れ線グラフ
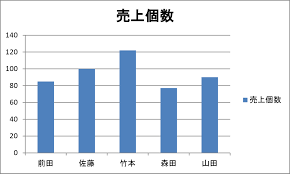
・数量の大小比較(棒グラフ)
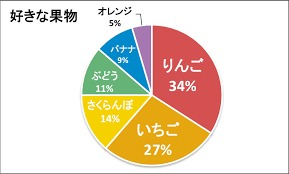
・データの内訳と変化・比較(円グラフ、帯グラフ)
円グラフ 帯グラフ
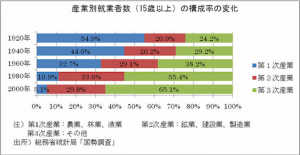
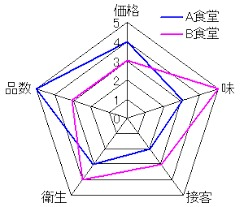
・項目別の評価の比較とその時間的変化(レーダーチャート)
レーダーチャート
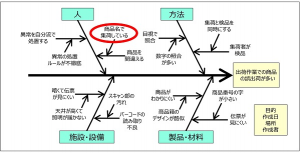
④特性要因図
☒内容
結果と原因の関係を魚の骨のような図に整理する手法
☒特徴
原因の可能性のある要因を洗い出す
☒活用する場面
問題の因果関係を整理し、原因を追究することに使用
☒活用する際の留意点
■作成された特性要因図の重要要因はまだ仮説なので、グラフ、パレート図、
散布図、ヒストグラム等で検証
■なぜを5回繰り返さないと、真因(真の要因)にはたどり着けない
■要因は基本的に4M(Man:人、Machine:機械・設備、Material:材料・
原料、Method:方法)で層別
■要因は「自責」(自分に責任がある、他人に責任があるは「他責」)のもの
や自分でコントロールできるものを検討
■対策は、暫定策と恒久策を検討
⑤その他のQC7つ道具
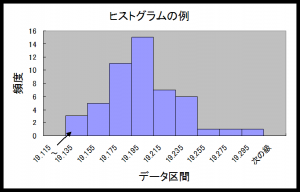
☒ヒストグラム
■測定値の存在する範囲をいくつかの区間に分け、その区間に属するデータを
集めてその度数(発生回数)を棒グラフで表す手法。
狙い値に対する「ずれ」、「ばらつき」の度合いや「異常値の有無」をつかむ
ことができる
☒チェッシート
■データの記録、集計、整理を容易にし、不具合の発生状況を把握する手法。
データを簡単に記録・整理ができる

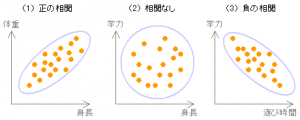
☒散布図
■2つのデータの関係(正の相関:xが増加すればyも増加するという関係、
負の相関:xが増加すればyは減少するという関係)を調べる手法。
相関があれば、影響を与える要因や最適な加工条件、さらには管理方法等が
わかる
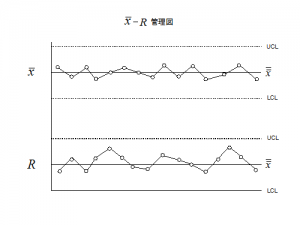
☒管理図
■工程において、自然のばらつきと異常原因によるばらつきを区別して管理
し、工程の状態が正常か異常かを客観的に判断する方法。
工程が安定しているか判断できる
⑥新QC7つ道具でよく使うもの
☒マトリックス図法
ふたつの要素を業と列に配置し、要素ごとの項目の交点に相互の関連度合いを
表すことによって問題解決を効果的に推進できる方法
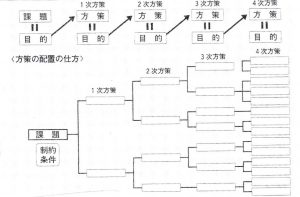
☒系統図法
問題を解決するために、目的と手段を系統づけていくことによって適切な手段
を見つけ出す手法
3.QC的問題解決の進め方(QCストーリー)
①QC的問題解決法(QCストーリー)とは?
☒気づいた問題を解決することを目的にテーマを決め、問題を発生させている
原因を事実のデータから考え、真の原因に対して有効な対策を実施し、再発
防止を図る問題解決の手法。これは改善のアプローチであって、改革のアプ
ローチではない
☒この問題解決法は、品質改善、工数低減や材料費削減等の製造現場の問題
解決だけではなく、どのような業種・職種の仕事の問題解決にも使うこと
ができる
②QC的問題解決法のステップ
☒6つのステップ
■ステップ1:テーマの選定
仕事で発生している不具合を問題にする
■ステップ2:現状の把握
その問題の実態から重要な問題を抽出
■ステップ3:目標の設定
どこまで問題を解消するか決定
■ステップ4:要因の解析
問題の発生原因を明らかにし、最も大きく影響している重要原因
(真因)を特定
■ステップ5:対策の検討・実施
真因に対して対策を考えて実施
■ステップ6:効果の確認と標準化
効果があれば、同じ原因による問題が再発しないように標準化。
効果がなければ、ステップ4からやり直し
☒QC7つ道具を活用すれば効率的に進められる
③ステップ1:テーマの選定
☒「テーマの選定」とは?
■職場に発生している不具合・トラブル等の問題点を洗い出し、重要度の
評価を行って重要な問題を選定すること
■取り組むテーマは、見ただけで活動内容がわかる具体性のあるもので、
目的(最終ターゲット)を示した表現にする ※手段をテーマにしない
☒「テーマの選定」の手順
■手順1 職場のあらゆる問題(現状と目標の差)の洗い出し
日常業務で困っていること、発生している不具合・トラブル、
効率化を阻害しているもの、コストの増加しているもの等を抽出
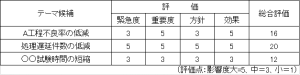
■手順2 マトリックス図(新QC7つ道具)で評価してテーマを決定
緊急性、重要度、方針、効果を評価項目とし、影響度大5点、
中3点、小1点として各評価点を合算して総合点を出し、最も高い
ものを選定
■手順3 テーマ選定の理由を明確化
テーマに関係するデータをグラフ、パレート図等で表し、重要性を
確認
④ステップ2:現状の把握
☒「現状の把握」とは?
「鳥の目」で森全体を見渡し、取り組むターゲットとなる重要な問題を抽出
すること
☒「現状の把握」の手順
■手順1 テーマに関する特性値を決定
テーマに表現されている特性値や関連する特性値を洗い出す
■手順2 特性値の推移やばらつきを正確に把握
過去からの変化を折れ線グラフ、他所との比較を棒グラフ、特性値
のバラツキをヒストグラムに書いて特性値の傾向や特徴をつかむ
■手順3 特性値を層別して重要な問題を抽出
特性値をいろんな角度から層別して悪さ加減を絞り込む
パレート図を用いて重要問題を抽出
④ステップ3:目標の設定
☒「目標の設定」とは?
「現状の把握」でわかった悪さ加減の中から目標を設定すること。
目標は、「何を」「いつまでに」「どのくらいにするか」で設定
☒「目標の設定」の手順
■手順1 目標項目を決定
絞り込んだ悪さ加減の項目の中で、テーマの達成度を最もよく
表す数値特性を設定
■手順2 目標の達成期日を決定
通常は、活動を始めてから3か月後、6か月後、期末、年度末と
いった時期に決めることが多い
■手順3 目標値を設定
設定した目標項目について、努力してつぶせる少し高い値で設定。
上司方針で目標値が決まっている場合は、その値を目標値にする
⑤ステップ4:要因の解析
☒「要因の解析」とは?
結果(特性)に大きな原因を及ぼしている原因を虫の目で探し、どれが真因か
を検証すること
☒「要因の解析」の手順
■手順1 要因の洗い出し
4M等の観点から「なぜなぜ」を繰り返し、特性に影響している
要因を洗い出して特性要因図に書き出す
■手順2 真因の抽出
大骨ごとに「なぜなぜ」を繰り返し、洗い出された要因から重要と
思われる真因を抽出
※なぜは5回繰り返さないと真因にはたどり着けない
■手順3 真因の検証
特性と主要因の関係をデータで検証。
三現主義(現地、現物、現実)でよく観察し、実験や測定データ
からヒストグラムや散布図を書いて真因であることを事実のデータ
で検証
⑥ステップ5:対策の検討・実施
☒「対策の検討・実施」とは?
真因を除去するための対策を検討し、これを実施して評価し、成果と問題点
を把握。問題があれば再度検討し、改良を加えて再度実施すること
☒「対策の検討・実施」の手順
■手順1 真因に対して対策案を立案
特性要因図の問題の解消を目的としたものを系統図(新QC7つ
道具)の目的に書き、1次対策は重要要因の裏返しになる。
その後、ツリー的に対策を検討
■手順2 対策案を評価し実行案を決定
評価項目は「効果」、「実現性」、「コスト」とし、この掛け算で
総合評価を出し、最も高かったものを対策案に採用
※対策案は通常複数
■手順3 対策案の実施後に成果と問題点を確認し、問題がある場合は対策の
改良を行って再度実行
※この手順ではPDCAのサイクルを回す
⑦ステップ6:効果の確認と標準化
☒「効果の確認と標準化」とは?
■効果の確認とは、対策の実施後に目標値が達成したかを確認すること
■標準化とは、目標値を達成した対策を標準化して歯止めをかけること
☒「効果の確認と標準化」の手順
■手順1 目標値と比較して達成度を把握
「現状把握」のグラフと対比して確認
■手順2 有形の効果だけではなく、無形効果や他への影響も把握
無形効果(メンバーの和、手法の取得、技術力、問題意識等)
と他への影響(品質、コスト、納期等)の把握
■手順3 対策を、5W1H「いつ(When)、どこで(Where)、 だれが
(Who)、なにを(What)、なぜ(Why)、どのように(How)」
で整理して標準化(QC工程表、作業標準書、マニュアル等の作
成・改訂)
■手順4 決めた標準の教育・訓練の実施
🔶メルマガの配信停止をご希望の方は、お手数ですがその旨のご返信をお願いいたします。